A Food Double Chamber Vacuum Packaging Machine is an industrial-grade device designed for the vacuum packaging of food products within a controlled environment. This packaging method involves removing air from the packaging to extend the shelf life of the food, inhibit bacterial growth, and maintain product freshness.
 All-in-One Functionality:
All-in-One Functionality:
The machine excels in efficiency by integrating vacuuming, sealing, and printing into a single streamlined process. This multifunctionality enables one-step completion, enhancing operational convenience.
Printing Capabilities for Information:
It is equipped with printing functionality that allows for the inclusion of essential information on the packaging, such as shelf life, manufacturing date, and serial numbers. This feature enhances traceability and provides crucial details for both consumers and regulatory compliance.
Stainless Steel Construction:
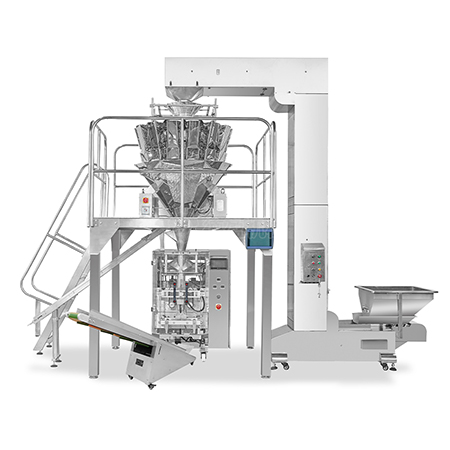
Constructed with stainless steel, the machine ensures durability and resistance to corrosion. This robust material is well-suited for the demands of commercial use and contributes to the longevity of the equipment.
Computer Board Programming Control:
Featuring advanced technology, the machine utilizes computer board programming control. This allows for precise customization of packaging parameters, ensuring that the packaging process aligns with the specific requirements of the packaged items.
Preprogrammed Technical Parameters:
The machine allows for the preprogramming of technical parameters related to the packaging material and product specifications. This ensures accuracy and consistency in the vacuum packaging process, meeting the unique needs of different items.
Automated Vacuum Packaging Process:
Through computer programming, the machine executes an automated vacuum packaging process. The pre-set parameters are followed seamlessly, eliminating the need for manual intervention and enhancing the overall efficiency of the packaging operation.
Enhanced Precision and Consistency:
The use of computer-controlled programming enhances precision and consistency in the vacuum packaging process. This results in uniform and reliable packaging outcomes, meeting high-quality standards for various products.
Time and Labor Savings:
The integration of vacuuming, sealing, and printing in a single operation not only saves time but also reduces the need for manual labor. This contributes to increased productivity and cost-effectiveness for businesses utilizing the Food Double Chamber Vacuum Packaging Machine.
Versatile Packaging Capability:
The machine is designed to accommodate a wide range of products, including diverse food items, pharmaceuticals, and local specialties, irrespective of their form—be it solid, powdered, or paste-like.
Vacuum Packaging for Preservation:
Utilizing vacuum packaging technology, the machine effectively removes air from the packaging environment. This process prevents oxidation and spoilage, contributing to the preservation of the quality and freshness of the enclosed products.
Extended Shelf Life:
By creating a vacuum-sealed environment, the machine significantly extends the shelf life of packaged goods. This is particularly beneficial for perishable items, as it helps inhibit microbial growth and delays the onset of deterioration.
Protection Against Oxidation:
The primary function of the Food Double Chamber Vacuum Packaging Machine is to safeguard products from oxidation. By eliminating oxygen within the packaging, it mitigates the risk of oxidative reactions that can negatively impact the color, flavor, and nutritional content of various food items.
Preservation of Pharmaceutical Products:
In addition to food items, the machine is suitable for vacuum packaging pharmaceutical products. This ensures the integrity and efficacy of medications by shielding them from environmental factors that may compromise their stability.
Ideal for Local Specialties:
The machine's adaptability makes it ideal for packaging local specialties and delicacies. This not only preserves the unique flavors and characteristics of these products but also facilitates their distribution over extended periods.
Protection of Texture and Consistency:
For paste-like or viscous products, the vacuum packaging process maintains the texture and consistency by eliminating air pockets. This is particularly crucial for ensuring the quality of sauces, gravies, and similar items.
Broad Applications in the Food Industry:
Widely applicable in the food industry, the machine caters to the diverse packaging needs of solid, powdered, and paste-like food products. Its versatility makes it an essential tool for businesses seeking to enhance product longevity and maintain optimal quality.
This machine features a dual-chamber design, enabling continuous operation. While one chamber is sealing, the other can be loaded with products. This enhances operational efficiency by minimizing downtime and optimizing the packaging process.
The Food Double Chamber Vacuum Packaging Machine is versatile and suitable for packaging a wide range of food products. It accommodates meats, seafood, fruits, vegetables, and other perishable items, making it applicable across diverse segments of the food industry.
The machine utilizes advanced vacuum sealing technology to remove air from the packaging. This process helps preserve the quality and freshness of food products by reducing exposure to oxygen, a key factor in the deterioration of taste, texture, and nutritional value.
Equipped with user-friendly controls and automation features, the machine allows precise management of the vacuum packaging process. Adjustable vacuum levels and sealing times cater to different food items, providing flexibility and customization.
Technical Parameters | |
Overall dimensions | 1410×740×960mm |
Voltage | 380V |
Power | 1.5kW |
Output | 1500-2000 bags/h |

Dongguan De Ying food machinery Co., LTD
Copyright © 2026 Dongguan Deying Food Machinery Co., Ltd All rights reserved.